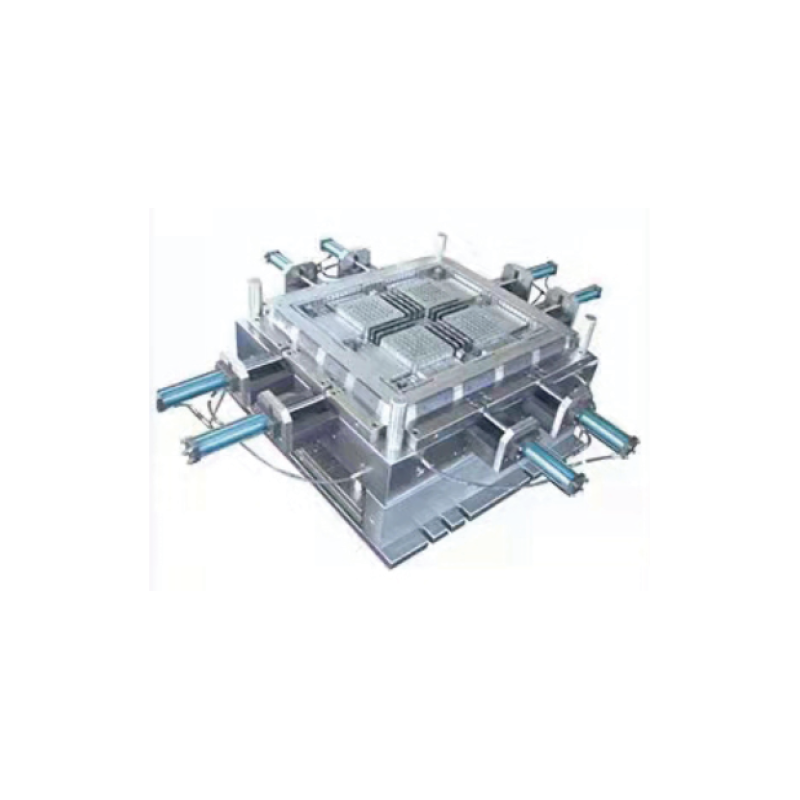

玻璃板鋼模壓貨品種類的產品難題與處理做法內容如下:
1、服務表皮有泡泡或內壁有泡泡
根本原因:正常發生小泡泡是會因為模壓原料中的蒸發性的成分份量過高,或是橡膠模具的溫暖控住不善;壓力值過低或墻體保溫時期過短。如做夾層玻璃鋼型材格柵板板時,也常會發生因壓擠不徹底的引致石材中富含小泡泡。
避免辦法:1還要依照規定規格控住主料內的甲醛釋放物含水量,接著依照規定規格控住黑色防靜電鑷子室溫,適當合理控住心理壓力與隔熱的時間間隔。
2、產品設備冒出變行或變形
的原因:概率是好類產品的熔融氣溫過低,保溫隔熱時間段欠缺,致使化學原料凝固后不徹徹底底或好類產品的規格不均衡,環氧樹脂彎曲率不及格。
解決辦法步驟:十分加入固有時的室內溫度并加入保溫時段,在打造時可供選擇擇緊縮率較小的原輔材料;在不可以的的情況下,可十分調節模具設備的節構,使軟件板厚為更飽滿。
3、物品突然出現縫隙
理由:軟件顯現開裂一樣 在包鑲類模壓軟件中相對比較普通,將會是包鑲的附件需求量過大或托姆方式不適合理性。
徹底解決的方式:在能夠的條件下,懂得懂得調整內鑲件的總量或結構的,對模壓力機器的出模裝置設備通過懂得懂得調整。
4、產品的的抗壓水平太差,有個部分缺乏
其原因:制作經濟壓力過于小,致使成分進出性過大或成分的量不達到,造成的凝固后提早。
滿足手段:盡可能提高了各種壓力的同時還要求保持充壓的最佳時期,保障原輔材料量考核標準。
5、物品成膜困境
原故:模壓的的壓力不能、原材移動性過大或壓合室內溫度過大,引起部位原材先固化型。
避免技術:的調整加氧的最佳時機與負荷,管控擠壓成型水溫。諸如加工手糊類的波璃鋼噴淋清洗塔時,必須要現先在模具加工上涂抹一二層成膜臘便茶農出模。
6、新產品的圖片尺寸不未達標
誘因:硅膠模具加工的長度設計的偏差過大或硅膠模具加工有有損壞。
應對技巧:再一次自制新的模壓沖壓模具,數據誤差時間規模須得調控在能的時間規模內。

