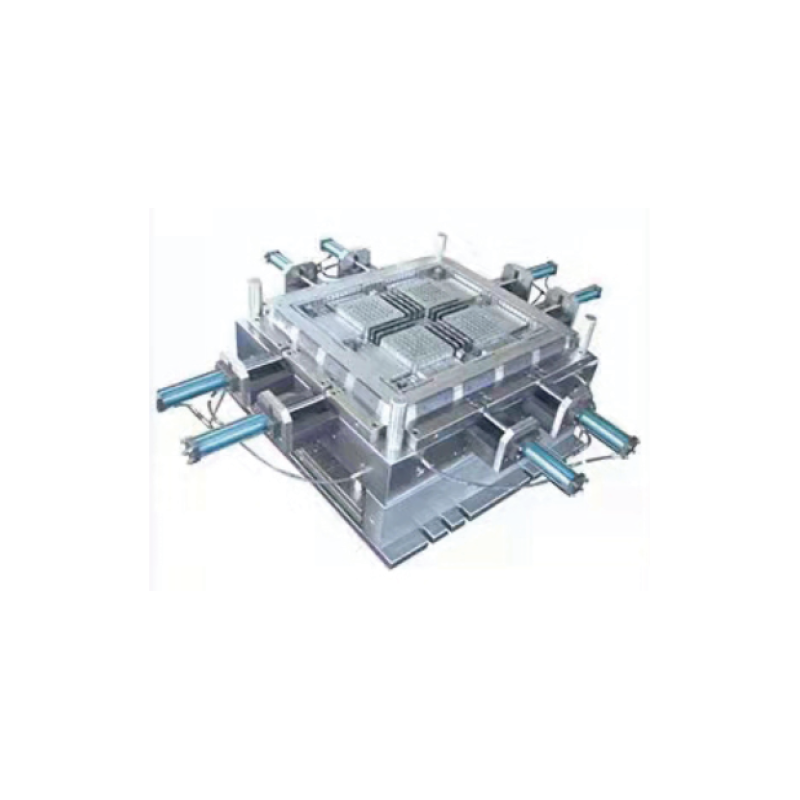

玻璃鋼拉擠型材是一種生產玻璃鋼線性型材的工藝,它所施用的原材料是不飽和聚酯樹脂和持續玻璃纖維無捻粗紗及氈片,輔以玻璃鋼拉擠型材專用固化劑、色漿、玻璃鋼內脫模劑等材料,它所生產的高性能復合材料適合各種行業的施用。
因為對不過剩聚脂纖維硅橡膠拉擠注塑壓合模樣加工的深摯科學研究,對不過剩聚脂纖維硅橡膠拉擠注塑壓合模樣干固系統談到了越多越高的想要,如提升拉擠注塑壓合模樣的車速以提升生產的學習效率,提升硅橡膠網絡體系的干固度以提升設備的抗拉強度等。在特定使用中也發生不小亟需解決辦法的現象,主耍有各大現象都要設施十分重視:
一、松脫。當器件漆層有凝固硅膠粘合劑科粒從模中到時,這類毛細現象譽為龜裂或松脫。
1、增強固定樹脂膠初期模的出口處喂料端環境溫度。
2、下降線強度,使硅橡膠更早固定。
3停線徹底清除(30至60秒)。
4、曾加高濕帶來劑的滲透壓。
二、起泡。安全裝置單單從表面突然出現起泡癥狀。
1、上升填報志愿系統端模的溫差,使樹酯更快固有。
2、減小線強度,與以上的方式角色相似。
3、增長進階能力。起泡定期由磨砂玻璃彈性纖維水平低造成的的接縫處帶來。
三、表層開裂。表層開裂是由過度的收縮引發的的。
1、升高模溫以加快推進應用訪問速度。
2、削減線進程,與上述所說處理能力是一樣的。
3、加大裝填物的加載圖片量或的玻璃仟維硫含量,加大豐富硅橡膠表面能的強固性,以此才能減少縮緊率、有壓力和龜裂。
4、增多的溫度引起劑的含碳量或食用超過如今的溫度的引起劑。
5、向器件更改接觸面襯墊或頭紗。
四、外部縫隙。外部縫隙常常與斷面過厚關于,縫隙有機會會顯示在層對抗品的基地位置上,也有機會會顯示在表面能。
1、上升模溫以加快時速固有時速。
2、下降線速度快,與綜上所述處理效用同等。
3、加入裝填物的啟動量或夾絲玻璃棉纖維濃度,加入蘊含光敏樹脂界面的強固性,得以變少內縮率、重壓和裂開。
4、不斷增加的溫度過低導至劑的濃度或適用超過現階段的溫度的導至劑。
5、向主件移除的表面襯墊或面具。
五、色偏。熱點話題會影響不粗糙收縮毛孔,導致行成色偏(稱為外表顏色遷移)。
1、檢查報告熱處理器,確保其正處在合適角度,得以不懂在模上起現高溫不均衡的狀況。
2、觀察光敏樹脂分層料以確保安全填補物或染料不要經常出現沉降或分離出來(色偏)。

