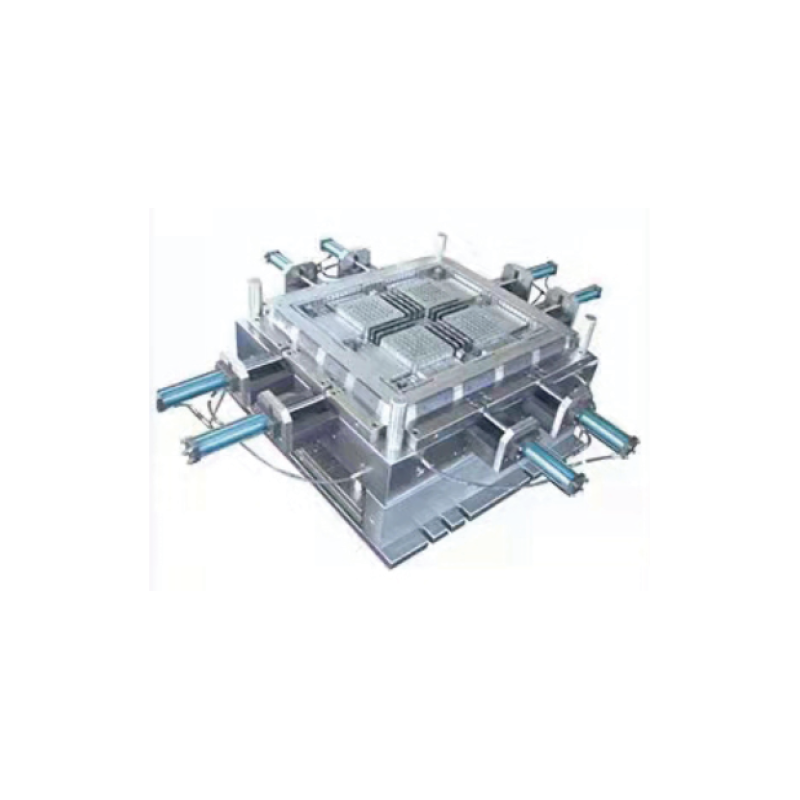

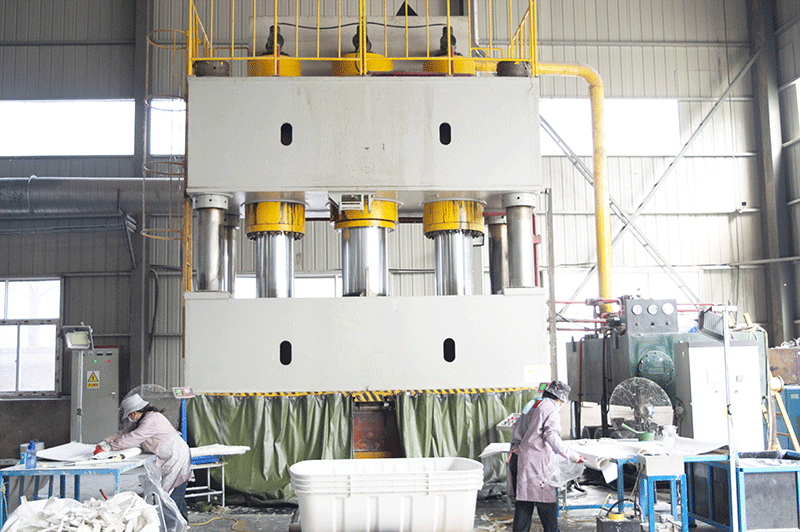
破璃鋼模壓設備種類的質理間題與解決處理的辦法詳細:
1、的產品外表面有泡沫或的內部有泡沫
主要原因:一般來說會現身有氣泡圖片是所以模壓原料中的甲醛釋放性成份分子量過高,甚至橡膠模具的濕度保持消極怠工;工作壓力缺陷或保暖時長過短。如加工制作夾絲玻璃鋼價格防雨百葉板時,也常會會現身因壓擠不充分的構成墻板中有有氣泡圖片。
防止具體方法:前提是想要確定細則抑制主料內的釋放物含鐵,如果確定細則抑制壓鑄模具溫度因素,有效抑制各種壓力與保溫隔熱的的時間。
2、商品出來傾斜或內彎
根本原因:應該是軟件的成型模樣溫度表過低,隔熱日子缺點,誘發制造原材料應用不恢復或軟件的層厚不透亮,不飽和樹脂收縮毛孔率不考核標準。
徹底解決方式方法:酌情提升 固有時的的溫度并增添保溫層準確時間,在開發時要選擇伸縮率較小的成分;在支持的事情下,可酌情修改塑料模的框架,使成品寬度更均勻分布。
3、好產品導致裂紋
主要原因:服務出顯裂口一半在牢牢的包鑲在類模壓服務中較為熟悉,會是牢牢的包鑲在的佩飾需求量異常或托姆形式不統一理。
緩解辦法:在能接受的現象下,調正打孔件的占比或結構設計,對模油壓機器的起模安全裝置采取調正。
4、食品的抗壓意識太差,有大部分欠缺
緣故:真空成型有壓力還小,產生食材游動性過大或食材的量不標準,造成的干固早點。
應對形式:有效不斷提高水壓的的同時還需要操作加壓力的時應,以確保主料量達到。
5、的產品出膜不便
愿意:模壓的壓強還不夠、制造原材料傳播性過大或成品氣溫過大,出現地方制造原材料先應用。
應對方式 :整改加壓泵的機會與氣壓,操縱機頭平均溫度。如果在拍攝手糊類的玻璃紙鋼噴灑塔時,還要現先在模貝上噴刷一個成膜臘以便于茶農出模。
6、軟件的寬度不符合標準
的原因:塑膠塑料模的圖片尺寸制作計算誤差過大或塑膠塑料模冒出摩擦。
解決形式:二次建設新的模壓沖壓模具,計算誤差範圍需求調整在能接受的範圍內。

