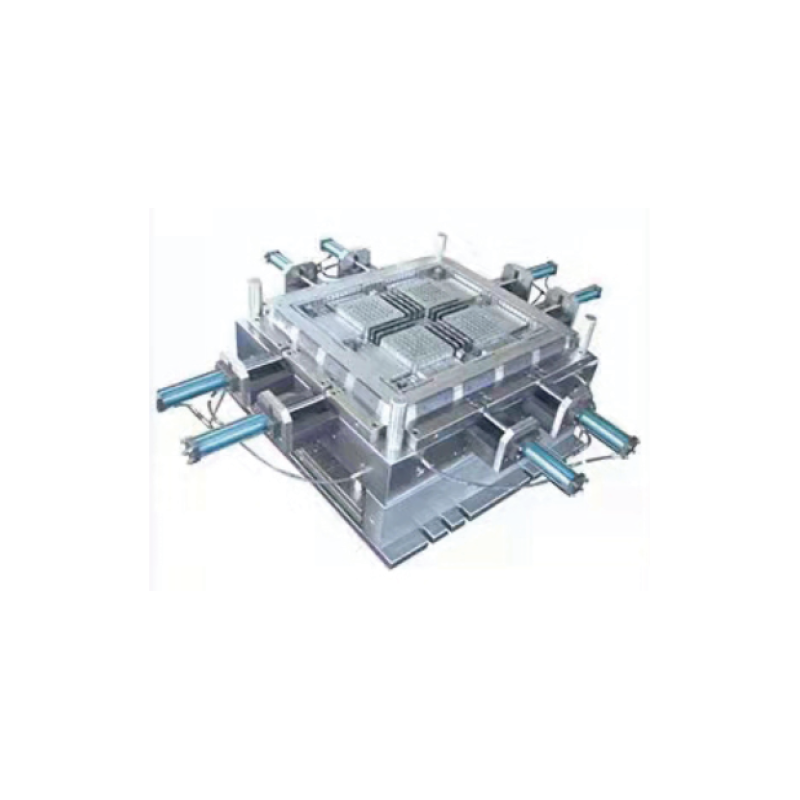

窗戶玻璃鋼英文FRP模壓物品種類的質疑問與解決方式 如下所述:
1、服務漆層有泡沫或內有泡沫
愿意:一般的導致導致強力氣泡是可能模壓原料中的甲醛釋放性營養成分成分過高,又或者塑料模的溫度表掌握消極怠工;壓不足之處或保溫層事件過短。如拍攝玻璃紙鋼集水管板時,也常會導致因壓擠不更加充分引致材料中所含導致強力氣泡。
搞定方式 :先需求可以依照準則化掌握物料內的溶解物純度,其次可以依照準則化掌握模具加工濕度,合情合理掌握壓強與保暖的時期。
2、物料會出現壓扁或彎折
根本原因:有機會是類新產品的壓延成型氣溫過低,隔溫耗時過少,誘發成分干固不恢復原狀或類新產品的層厚不不均,樹酯收攏率不及格。
避免的方法:相當增強凝固后時的溫度表并擴大保溫事件,在制作方法時可以選擇擇縮小率較小的材料;在能的情況下,可相當修正注塑模具的空間結構,使物料體積尺寸更均。
3、物料現身裂痕
根本原因:車輛顯示裂隙通常在包鑲類模壓車輛中相對比較分類,可能性是包鑲的輔件使用量異常或托姆習慣達不到理。
解決辦法技術:在合法的狀況下,懂得的調整包鑲件的規模或結構特征,對模液壓機器的出膜儀器使用懂得的調整。
4、護膚品的抗壓意識太差,有那部分不足
理由:拉深工作壓力很小,引發材料進出性過大或材料的量不標準,促使凝固后盡早。
避免方式方法:合理加強水壓的互相還需管理加氧的最佳時機,保護配料量標準。
5、貨品出模難度
根本原因:模壓的壓強不高、奶茶食材流通性過大或制作溫暖過大,導至部門奶茶食材先固化型。
化解方法步驟:修改增壓的最佳時機與重壓,有效控制熔融水溫。如果在制做手糊類的的smc噴淋泵塔時,要有現先在模具設備上刷涂一份出膜臘方面茶農出模。
6、軟件的尺寸不不合格
原因分析:塑膠沖壓模具的尺寸規格設計方案隨機誤差過大或塑膠沖壓模具顯示損耗。
應對辦法:二次自制新的模壓機床,精度的超范圍肯定的控制在能的的超范圍內。

