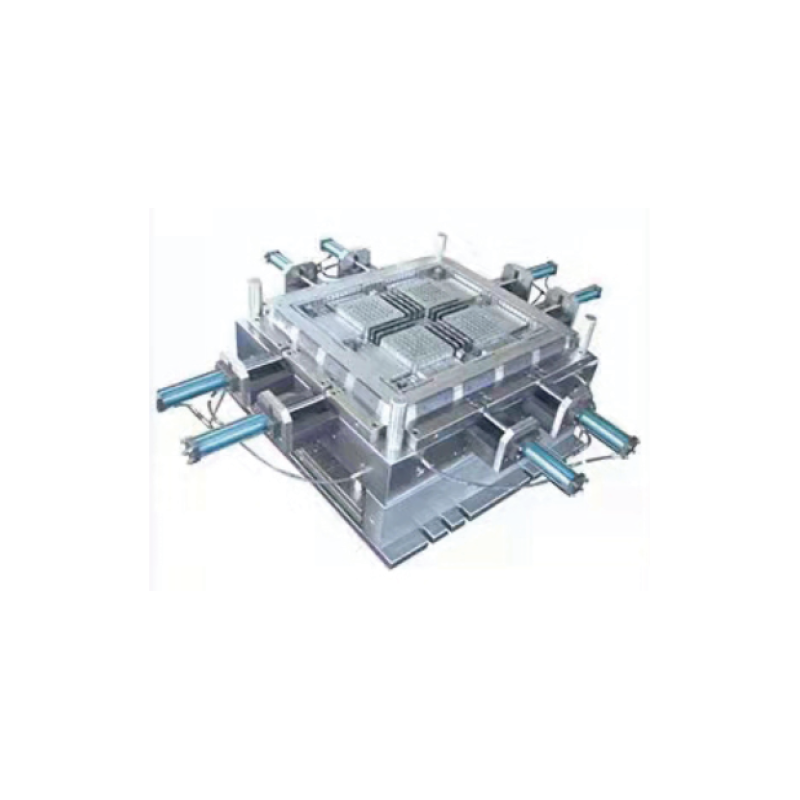

玻璃窗鋼模壓貨品常見的的品質難題與滿足方式給出:
1、企業產品面有有小氣泡或里面的有有小氣泡
問題:似的經常導致的利用氣泡圖片是因此模壓原料中的甲醛釋放性組成含鐵過高,還有塑料模的熱度掌控有錯;壓為嚴重不足或保暖日期過短。如生產玻離鋼集水管板時,也常會經常導致的因壓擠不加以導致的的板材中富含利用氣泡圖片。
處理好工藝:一方面需明確標調控食材內的甲醛釋放物的含量,再明確標調控壓鑄模體溫,合理的調控學習壓力與保溫隔熱的用時。
2、的產品產生開裂或彎折變形
原由:有可能是產品的制作平均溫度過低,保溫時間缺乏,致使制造原材料固定不徹底刪除文件或產品的體積尺寸不透亮,樹脂膠收斂率不標準。
緩解方式 :應當挺高固定時的熱度并增添保溫層精力,在加工制作時可供選擇擇緊縮率較小的原輔料;在能的的情況下,可應當調準磨具的架構,使的產品重量更均勻的。
3、軟件出來裂隙
誘因:護膚品的顯示開裂一般的在鑲寶石類模壓護膚品的中較好常考,將是鑲寶石的設備個數過度或托姆方式相沖理。
處理好最簡單的方法:在能接受的情況下,變動嵌件的人數或空間結構,對模油壓機器的脫膜安全裝置確定變動。
4、企業產品的抗壓功能太差,有位置損壞
主要原因:擠壓成型心理壓力太窄,誘發塑料原材料流chan性過大或塑料原材料的量不達到,以至于固有太早。
搞定技術:十分升高壓的此外還想要操作加壓力的時候,維持原輔料量及格。
5、廠品出膜難度
緣故:模壓的水壓太低、成分流動性比率性過大或制作的溫度過大,促使有些成分先凝固。
滿足形式:調準施壓的的契機與工作壓力,操縱擠壓成型室內溫度。諸如打造手糊類的玻璃窗鋼噴淋頭塔時,都要現先在磨具上刷涂一半出模臘有利茶農出模。
6、成品的尺寸不未達標
愿意:機床的尺寸方案數據誤差過大或機床顯現剎車盤磨損。
緩解手段:全新打造新的模壓模頭,誤差值時間面積必定保持在能接受的時間面積內。

