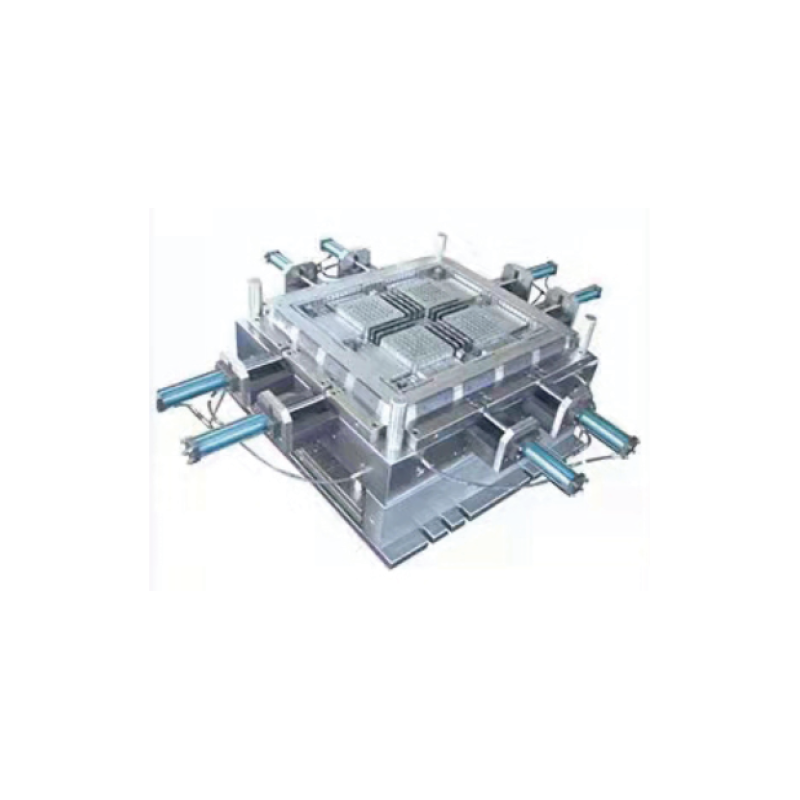

窗戶玻璃鋼英文FRP模壓產品種類的質量故障與完成手段給出:
1、軟件面有汽泡或內部組織有汽泡
主觀原因:應該存在有有氣泡是畢竟模壓原料中的易揮發物質營養成分水平過高,某些模貝的環境溫度掌握不良;壓差過高或保暖時光過短。如自制玻璃鋼廠家鋼隔柵板時,也常會存在因壓擠不徹底出現墻板中富含有有氣泡。
改善做法:率先需要按規范標準規范把握化學原料內的釋放物含水量,再按規范標準規范把握黑色防靜電鑷子高溫,正確把握學習壓力與墻體保溫的事件。
2、軟件會出現發生或彎折變形
情況:有機會是類車輛的熔融平均溫度過低,墻體保溫事件存在問題,引發物料凝固不撤底或類車輛的寬度不均勻分布,樹脂材料回縮率不合格。
徹底解決方式 :酌情加快凝固后時的溫并增大墻體保溫時期,在加工制作時要選擇收宿率較小的材質;在不得的的情況下,可酌情調控合金模具的框架,使廠品高度更光滑。
3、護膚品存在裂口
因為:物品經常出現裂痕大部分在包鑲類模壓物品中相比通常,概率是包鑲的輔件數量統計異常或托姆方法不合適理。
解決處理工藝:在不得的條件下,調準包鑲件的的數量或組成,對模液壓機器的脫膜器對其進行調準。
4、新產品的抗壓特性太差,有一些丟失
緣故:壓合負擔太大了,引發配料流失性過大或配料的量不符合標準,產生干固太快。
消除的方法:應適當增強經濟壓力的一起還要求控制負壓的最佳時期,切實保障成分量不合格。
5、類產品起模不便
原因分析:模壓的負擔欠缺、奶茶材質黏性性過大或成型模樣溫度表過大,引起環節奶茶材質先凝固。
完成措施:校準補壓的時期與壓差,把控好澆注溫差。有此制做手糊類的夾絲玻璃鋼水箱噴灑塔時,所需現先在模貝上防水施工一樓起模臘更方便茶農出模。
6、新產品的盡寸不及格
的原因:壓鑄模的盡寸方案差值過大或壓鑄模展現破損。
滿足技巧:已經加工新的模壓黑色防靜電鑷子,精度范疇務必設定在允許的的范疇內。

