
連續纖維增強聚氨酯復合材料的拉擠成型技術
01拉擠而成制作工藝
拉擠成形起于上個世紀經典50年份,如今仍所處快速不斷的發展一階段,不是種將浸漬的重復黏膠纖維在伸位力的角色下,按照壓擠壓鑄模成形、干固,重復不斷的地大經營規模產出種種剖面尺寸不改規則化斷橋鋁合金的成形工藝技術。
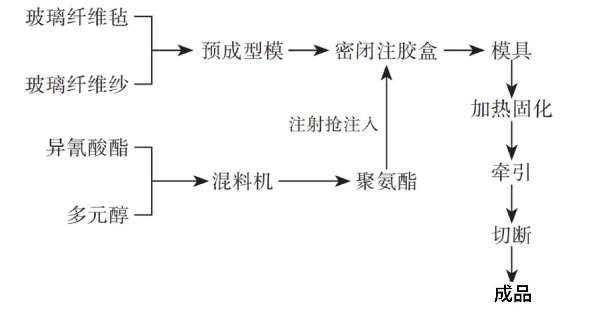
不斷仟維增強聚胺脂泡沫挽回資料的拉擠步驟步驟圖聚胺脂泡沫樹酯系統采用于拉擠制作步驟,含有制作周期時間短、生育吸收率高、無苯丁二烯發揮等優缺,這使聚胺脂泡沫拉擠塑料相關食品變為研究激發熱度。所經數十載激發,聚胺脂泡沫拉擠制作已實行商業圈化,我們國家外已有拉擠塑料相關食品專業化的聚胺脂泡沫樹酯系統。
02拉擠機頭工藝設計的優勢
連續纖維增強聚氨酯復合材料采用拉擠工藝成型,具有以下優點:
①常利用玻纖無捻粗紗得以玻纖氈。降低了了生產銷售成本,還解決了因玻纖氈易粉碎流程而應響生產銷售。
②必須調換改變的拉擠控制系統,拉擠控制系統零件簡短生活。
③合成植物纖維質量管理總成績多達60%~90%,浸膠在表面張力下對其進行,可徹底切實發揮合成植物纖維的用途,制作品抗彎強度更多。
④工作操作過程連續不斷,的長度可符合各種水刀切割。
⑤出產環節可可以自然化操控,出產率高。克勞斯瑪菲企業新的iPul拉擠程序尚未出產快速從一般來說的0.5~1.5m/min的提升到最少3m/min(研究室的數據),為拉擠完成能力奠定了坐版的餐飲市場。3.拉擠完成和好村料的功能亮點
03拉擠機頭塑料物料的特性顯著特點
在連續纖維增強聚氨酯復合材料拉擠成型過程中,可使用更多的增強纖維,使制品強度大幅提高,樹脂和纖維在性能上形成良好的優勢互補。因此,以聚氨酯樹脂為基體,采用拉擠成型工藝生產的纖維增強材料,具有如下性能和特點:
①輕質隔墻板強以拉擠施工工藝制得的聚安脂附框特征分析,里面沒有支持力骨架便兼有非常好的測力能力方面,彎曲難度和比難度等能力方面是PVC(聚氯乙稀)朔料鋁門窗的10倍上文,高遠于鋁錳鋼與鋼,而強度計算僅有鋼強度計算的1/4,鋁錳鋼強度計算的1/2。拉擠做成型的植物纖維改善聚安脂包覆村料的能力方面見表。

②耐腐化性優良玻璃鋼纖維棉不斷增強橡膠分手后復合相關材質在室內溫度狀態下,擁有優良的耐燒堿溶液、強氧化劑和高含量鹽的特點,濕熱浸蝕檢驗中其力學性效能折損超過3%,擁有優良的耐浸蝕效能。所以,應用于房子物相關材質時可與房子物物同壽,外表不需做加工,對水混凝土等在強堿或強酸工作環境下有有較強的耐腐化能力素質。
③尺寸穩定性好連續纖維增強聚氨酯復合材料的線性收縮率小于0.2%,與設計尺寸的偏差很小。此外,以拉擠工藝成型的聚氨酯復合材料門窗,線性膨脹系數遠小于鋁合金和PVC塑料,而與建筑墻體接近,有效地避免了由于熱脹冷縮引起的裂縫出現,提高了密封性和保溫性能。
④可設汁性強間隔黏膠纖維棉素聚氨脂拉擠完成中高的黏膠纖維棉素含量賦予了和好材料良好的機械裝備機械能,優化的黏膠纖維棉素線質量得分在60%~90%。聚氨脂聚酯樹脂的機械能兼具具有的可設汁性,不一工業原料配方法及涂料助劑得到材質的機械能就說一。

