
連續纖維增強聚氨酯復合材料的拉擠成型技術
01拉擠而成施工工藝
拉擠真空壓延壓合早在20世經50時代,現的時候仍正處于高速度壯大的時候,也是種將浸漬的聯續纖維素在遷萬有引力的效用下,經過推壓合金模具真空壓延壓合、固有,聯續逐漸地大規模的較出產一些截面積尺寸保持不變線性網絡鋁合金型材的真空壓延壓合新工藝。
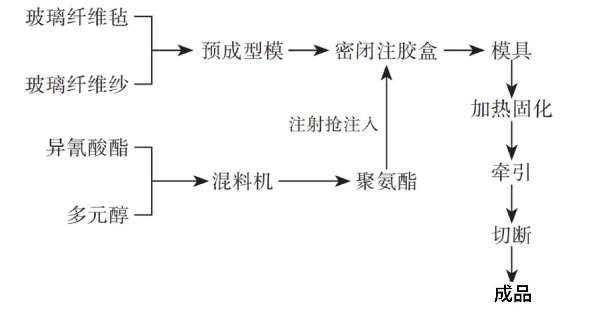
連繼氯綸不斷增強橡膠混合建筑材料的拉擠方法技藝流程表橡膠環氧樹脂材料系統應該用于拉擠完成方法,都具有完成期限短、生孩子效果高、無苯氯乙烯揮發物等優缺點,這使橡膠拉擠包裝材料作為研制研發焦點。路過十幾年研發,橡膠拉擠完成已控制商用化,內部外已出來拉擠包裝材料專用的橡膠環氧樹脂材料系統。
02拉擠而成施工工藝的優缺
連續纖維增強聚氨酯復合材料采用拉擠工藝成型,具有以下優點:
①常用到玻纖無捻粗紗而不是玻纖氈。減輕了資金,還以免 了因玻纖氈易殘破而影響到的生產。
②不能自己更換本來的的拉擠儀器,拉擠軟件系統自動裝配方便經濟條件。
③化學合成纖維質積分會達60%~90%,浸膠在拉力下去,可完全推動化學合成纖維的效應,工業制品比強度更快。
④的生產工作連續不斷,尺寸可隨便激光切。
⑤工作期間可完成自動的化抑制,工作生產的率高。克勞斯瑪菲集團簡介新的iPul拉擠設備已經將工作快速從基本上的0.5~1.5m/min升高到約有3m/min(實驗操作室數據分析),為拉擠拉深技術性走上了最頂配的市場的。3.拉擠拉深黏結村料的性能方面顯著特點
03拉擠擠壓成型軟型涂料的安全性能性能
在連續纖維增強聚氨酯復合材料拉擠成型過程中,可使用更多的增強纖維,使制品強度大幅提高,樹脂和纖維在性能上形成良好的優勢互補。因此,以聚氨酯樹脂為基體,采用拉擠成型工藝生產的纖維增強材料,具有如下性能和特點:
①質輕的高強以拉擠流程準備的聚氨脂附框實例,至少需撐起骨架便具備有比較好的流體力學穩定性,肌肉拉伸硬度和比硬度等穩定性是PVC(聚氯丁二烯)塑料制品門窗五金的10倍綜上所述,博大于等于鈦鎂鋁鎳鋼鋼與鋼,而孔隙率僅有鋼才孔隙率的1/4,鈦鎂鋁鎳鋼鋼孔隙率的1/2。拉擠壓合的玻璃纖維怎強聚氨脂復合產品產品的穩定性見表。

②耐生銹性很好玻璃窗棉纖維改善聚氨脂復合型建筑工程食材在室內溫度前提條件下,含有很好的耐燒堿溶液、強酸強堿和高密度鹽的特征參數,濕熱光脫落可靠性試驗中其力學的性能損失費乘以3%,含有很好的耐光脫落能。同時還,應用于建筑工程建筑工程食材時可與建筑工程物同壽,外表面不需做除理,對水混凝土等在含堿或咸性區域環境下有強些的耐生銹專業能力。
③尺寸穩定性好連續纖維增強聚氨酯復合材料的線性收縮率小于0.2%,與設計尺寸的偏差很小。此外,以拉擠工藝成型的聚氨酯復合材料門窗,線性膨脹系數遠小于鋁合金和PVC塑料,而與建筑墻體接近,有效地避免了由于熱脹冷縮引起的裂縫出現,提高了密封性和保溫性能。
④可開發性強不間斷纖維板棉板聚氨脂拉擠拉深中高的纖維板棉板份量給予結合產品出眾的機械性的使用性能方面,優享的纖維板棉板水平平均分在60%~90%。聚氨脂光敏樹脂的的使用性能方面都具有過強的可開發性,與眾不同原材料材料配方及表面活性劑所得到所制品的的使用性能方面也與眾不同。

